Макс. энергия импульса 30 Дж (режим квазинепрерывной сварки (QCW))
Скорость сканирования ≤7000 мм/с
Точность повторяемости ±0.02 мм
Гальванометрический лазерный сварочный аппарат обладает рядом выдающихся преимуществ:
Сверхвысокоскоростное сканирование: гальванометрический сканер поддерживает динамическую скорость отклика до 7000 мм/с. В сочетании с волоконным лазером высокой энергетической плотности (1064-1080 нм) эффективность сварки увеличивается более чем в 8 раз по сравнению с традиционным оборудованием, предлагая ежедневную производительностью свыше 3000 изделий.
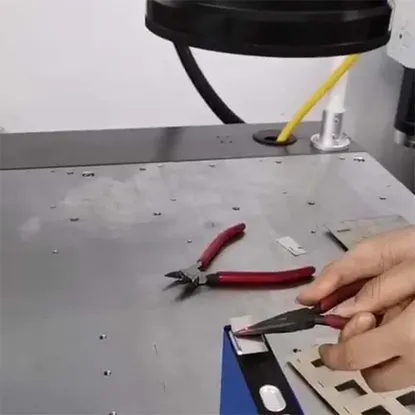
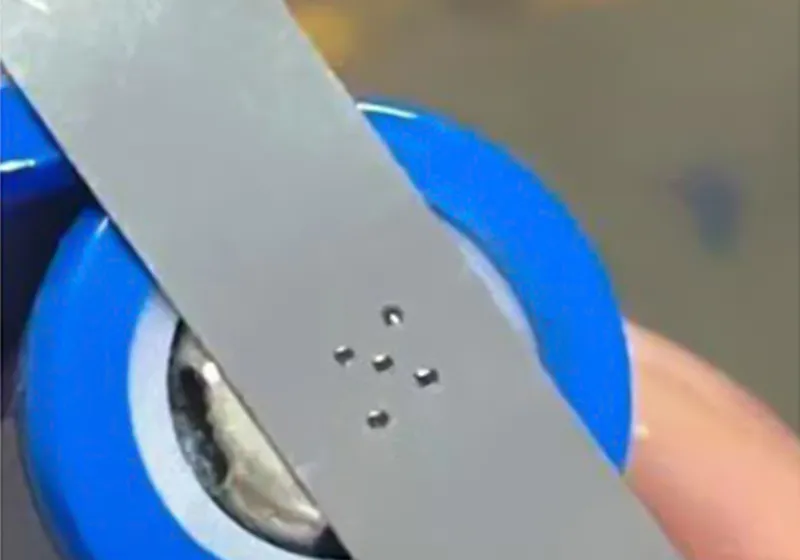
Возможности для прецизионной обработки: диаметр пятна регулируется в диапазоне 0,1-2,0 мм при повторяемости позиционирования ±0,02 мм. Поддерживает бесшовную сварку разнородных металлов (медь-алюминий, титан-молибден) и ультратонких материалов толщиной от 0,1 мм, достигая прочности сварного соединения более 95% от основного материала.
Интеллектуальная интеграция: стандартная комплектация включает систему позиционирования CCD и динамическую систему фокусировки, что делает наше лазерное оборудование идеальным для создания автоматизированных производственных линий с гарантированным выходом изделий ≥99,5%.
Запросить расценки
Подходящие материалы
Одинаковые металлы: нержавеющая сталь, углеродистая сталь, алюминиевый сплав, титановый сплав, сплав на основе никеля, латунь.
Волоконный лазерный источник
Мы комплектуем оборудование лазерными источниками ведущих отечественных и международных брендов, включая Raycus, JPT, MAX, SUPER и IPG, отличающиеся высокой эффективностью преобразования накачки, низким энергопотреблением и превосходным качеством луча.
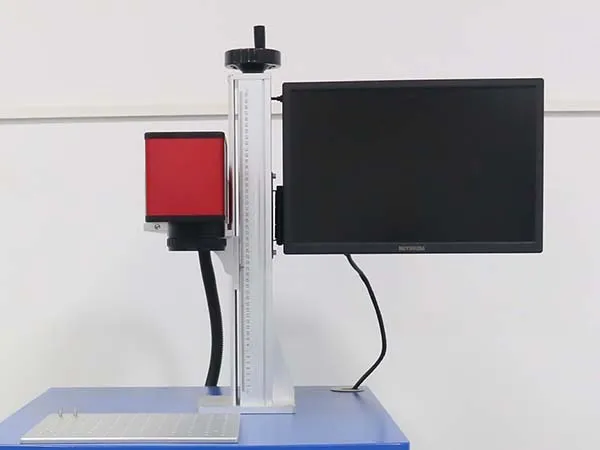
Шкаф управления гальванической сваркой
Компактная настольная рабочая станция представляет собой интегрированное решение, объединяющее лазерный источник, гальванометрическую сканирующую систему и управляющий модуль в едином корпусе. Общая занимаемая площадь оборудования составляет менее 1,5 м², что делает его идеальным для использования в условиях ограниченного пространства: производственных цехах, лабораториях и других специализированных помещениях.
Высокоскоростной гальванометрический сканер
Использует сервопривод с временем отклика ≤0,7 мс и скоростью сканирования до 7000 мм/с, увеличивая суточную производительность до 3000+ изделий. Поддерживает многомодовую осцилляцию (синусоидальную, спиральную, траекторию "восьмёрки") с регулируемой частотой до 2500 Гц, адаптируясь к задачам сварки разнородных металлов и прецизионной точечной сварки.
Промышленный ПК Предустановленное специализированное ПО для гальванической сварки поддерживает импорт DXF-файлов, офлайн-планирование траекторий и комбинированную обработку нескольких файлов, повышая эффективность программирования на 50%.
Может ли эта система лазерной сварки сваривать материалы с высокой отражающей способностью?
Для сварки материалов с высокой отражающей способностью, таких как золото, серебро и медь, требуется оптическая головка с антибликовым покрытием (опциональна).
Каков цикл технического обслуживания оборудования для лазерной сварки ультратонких металлов?
Калибровку гальванометрического модуля следует проводить раз в полгода, а очистку линз – ежеквартально.
Какова максимальная толщина сварного шва для данного лазерного сварочного оборудования?
Для нержавеющей стали глубина проплавления за один проход составляет 0,5-3 мм, а при многослойной сварке может достигать 8 мм.
Требуется ли для работы этой промышленной сварочной системы профессиональное образование?
Нет, после программирования данный аппарат управляется нажатием лишь одной кнопки.
Какие условия послепродажного обслуживания и гарантии предоставляются при покупке вашего лазерного сварочного аппарата?
Мы предлагаем 2-летнюю гарантию на основные компоненты и пожизненную бесплатную техническую консультацию.
Что такое пористость в процессах промышленной сварки и чем она предна для материала?
Пористость относится к возникновению пустот (пузырьков газа), которые появляются в расплавленной ванне во время лазерной сварки. Она значительно снижает прочность сварного шва, увеличивая риск разрушения или растрескивания при подаче напряжении. Кроме того, пористость может снизить эффективность герметизации и повлиять на эстетический вид продукта.
Как можно эффективно уменьшить пористость при сварке металла?
Надлежащая газовая защита является основным решением проблем с возникновением пористости. Необходимо выбирать газовую смесь, соответствующую вашему материалу и обеспечивающую достаточную защиту от атмосферных загрязнений. Проверяйте расход газа, давление и соединения шлангов на предмет утечек или засоров. Всегда выполняйте предварительную очистку деталей перед сваркой для удаления любых загрязнений.
Какие явления могут возникнуть при сварке металлических деталей в случае перегрева?
Перегрев возникает, когда компонент поглощает избыточную лазерную энергию, что приводит к образованию чрезмерно широкого или глубокого сварного шва. Это явление создает увеличенную зону термического влияния, вызывая поверхностный обгар и/или чрезмерную глубину проплавления, что может повредить окружающие компоненты. Перегрев снижает прочность сварного соединения, приводя к нестабильности швов и риску образования трещин. Кроме того, перегрев ухудшает внешний вид сварного шва, который может не соответствовать ожидаемой форме.
Из-за чего образуется пористость в процессе лазерной сварки?
Пористость может быть вызвана:
Неправильная газовая защита: неправильный тип, количество и расход газа могут привести к попаданию азота, кислорода и водорода в расплавленную сварочную ванну.
Загрязнения или проблемы с материалами: некоторые материалы более подвержены образованию пористых швов. Кроме того, загрязненные материалы могут охлаждаться неравномерно или преждевременно, что приводит к образованию воздушных пор.
Недостаточная предварительная очистка: грязь и масло могут препятствовать подаче чистого материала, попаданию газов в сварной шов и образованию зазоров.
Как можно уменьшить перегрев при сварке металлических деталей?
Первое решение заключается в обеспечении надлежащей газовой защиты: необходимо проверять, чтобы защитный газ подавался ламинарным (не турбулентным) потоком, и убедиться, что тип газа соответствует обрабатываемому материалу. Второе решение связано с управлением тепловложением путем смещения лазерного луча: при сварке деталей схожих размеров смещение луча помогает сбалансировать тепловое воздействие на каждый компонент.













 Стандартная конфигурация
Стандартная конфигурация Дополнительная конфигурация
Дополнительная конфигурация Список аксессуаров
Список аксессуаров